En muchos sectores industriales, como el químico, alimentario, cosmético y farmacéutico, los tanques de agitación juegan un papel fundamental en los procesos de producción. Estos equipos permiten mezclar, homogenizar, disolver y mantener la consistencia de los productos durante diferentes etapas de fabricación. Sin embargo, elegir el tanque de agitación adecuado para tu proceso es clave para asegurar la eficiencia, calidad y sostenibilidad de la producción. A continuación, exploramos los factores más importantes a considerar al seleccionar el tanque de agitación ideal para tus necesidades.
1. Características del Producto
El primer paso para elegir un tanque de agitación es analizar las características del producto que se va a procesar. Factores como la viscosidad, densidad, y la reología del material son cruciales para determinar el tipo de agitador y las configuraciones del tanque.
Productos líquidos: Para líquidos de baja viscosidad, como soluciones acuosas o disolventes, un tanque de agitación con un impulsor simple puede ser suficiente.
Productos viscosos: Si trabajas con productos más espesos, como cremas, geles o emulsiones, necesitarás un agitador con paletas más robustas o de tipo hélice, capaces de manejar productos de mayor densidad.
Además, los productos que contienen sólidos suspendidos o ingredientes sensibles a la temperatura pueden requerir configuraciones específicas de agitación o de control de temperatura, lo que nos lleva al siguiente punto.
2. Control de temperatura
Muchos procesos industriales requieren controlar la temperatura de los productos durante la mezcla. Por ello, es esencial decidir si tu tanque de agitación necesitará camisas de enfriamiento o calentamiento. Estos sistemas permiten regular la temperatura dentro del tanque para evitar la degradación del producto o para alcanzar ciertas propiedades específicas, como la disolución de ingredientes a altas temperaturas.
Tanques con camisa calefactora: Se usan comúnmente en procesos que requieren el calentamiento de materiales, como en la fabricación de cosméticos, alimentos y productos farmacéuticos.
Tanques con sistemas de enfriamiento: Son ideales para mantener productos sensibles a la temperatura, como algunas formulaciones químicas o farmacéuticas, que necesitan condiciones frías para su estabilidad.
3. Material de Construcción
El material del tanque de agitación es otro factor crítico. Dependiendo de la naturaleza de los productos que se mezclen, será necesario elegir materiales que garanticen la durabilidad y seguridad de los equipos, además de cumplir con normativas sanitarias y de resistencia a la corrosión.
Acero inoxidable: Es el material más comúnmente utilizado, especialmente en la industria alimentaria, cosmética y farmacéutica, debido a su alta resistencia a la corrosión, fácil limpieza y cumplimiento con las regulaciones sanitarias.
Otros materiales: En aplicaciones más específicas, como el manejo de ácidos o sustancias extremadamente corrosivas, puede ser necesario utilizar materiales especializados como el acero inoxidable con recubrimientos adicionales o plásticos de ingeniería.
4. Tamaño y Capacidad del Tanque
La capacidad del tanque de agitación dependerá directamente de las necesidades de tu proceso de producción. Es importante evaluar el volumen de producción y el espacio disponible en tu planta antes de seleccionar un tanque. Los tanques de menor capacidad pueden ser ideales para lotes pequeños o pruebas piloto, mientras que las producciones a gran escala requerirán tanques más grandes que puedan manejar grandes volúmenes de mezcla.
5. Tipo de Agitador
Los diferentes procesos de producción requieren distintos tipos de agitadores. Elegir el tipo correcto garantiza una mezcla homogénea y eficiente:
Agitadores de propelas: Son ideales para líquidos de baja viscosidad y operaciones de mezcla rápida.
Agitadores de paletas: Recomendados para líquidos de viscosidad media a alta, ayudan a garantizar una mezcla completa.
Agitadores de turbina: Son eficaces para procesos de dispersión, emulsificación y suspensión de sólidos.
Agitadores de ancla: Utilizados en productos extremadamente viscosos, como pastas o geles densos, que requieren una mezcla lenta pero poderosa.
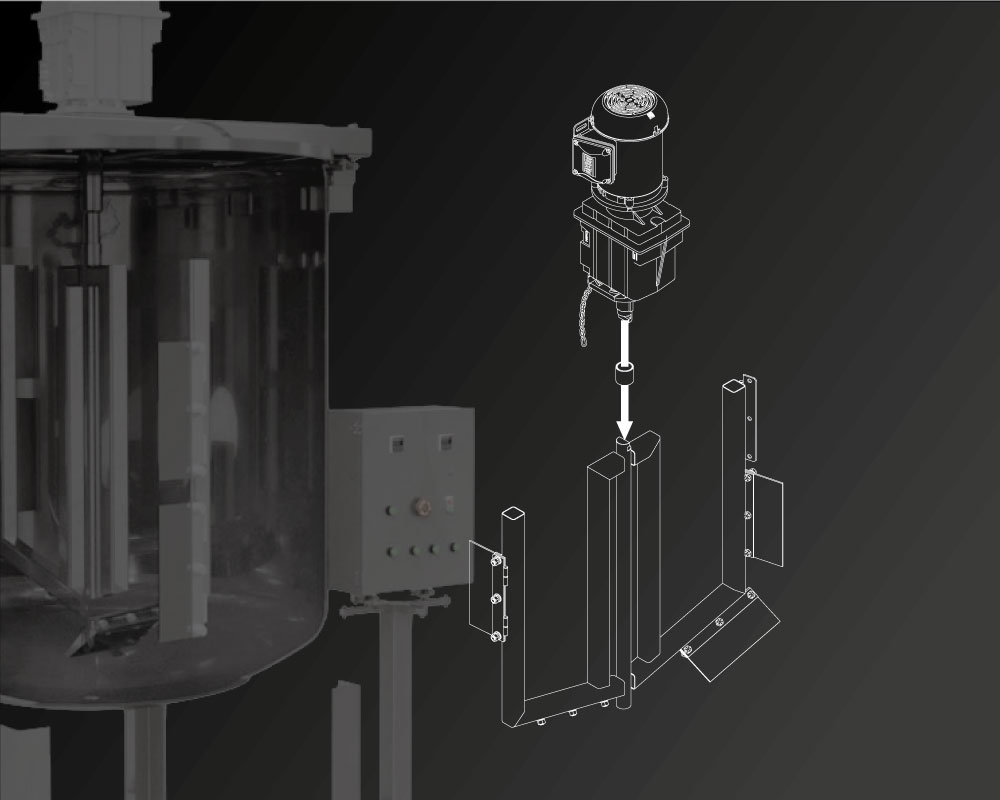
Cuando hablamos de biorreactores lo primero que se nos viene a la mente es que es un equipo complejo que sirve para la generación de productos biotecnológicos. Sin embargo, no es así. Un biorreactor se puede considerar a cualquier recipiente en donde se realicen reacciones biológicas, esto es que, microorganismos, células o enzimas realicen alguna actividad. Esto quiere decir que si yo dejo en un vaso un poco de café con azúcar y después de varios días vi que creció un hongo el vaso ¿Se volvió un biorreactor? Así es, si hay crecimiento de un microorganismo, célula o se realiza alguna reacción biológica se puede considerar que ese recipiente es un biorreactor. Sin embargo, es posible observar que en el vaso de café creció un hongo que no sabemos que especie es, ni tampoco si produce algún producto que deseamos generar. Entonces ¿Qué es un biorreactor? Un biorreactor lo podemos definir como un recipiente en donde queremos realizar el crecimiento de microorganismos seleccionado, células o enzimas que conocemos y que sabemos generan un producto deseado. De acuerdo con la definición es necesario conocer previamente el microorganismo, célula o enzima, así como, su metabolismo y los compuestos que producen y sus necesidades nutricionales y ambientales para producir lo que deseamos. Entonces observamos que en un biorreactor es necesario agregar todos los nutrientes y las condiciones de temperatura, pH, aireación y agitación que los microorganismos necesitan para crecer y generar los productos deseados. Sin embargo, para garantizar que solo los microorganismos adicionados sean los únicos que crezcan, es necesario esterilizar el biorreactor para que todo microorganismo no deseado sea eliminado del equipo y al momento de agregar nuestro microorganismo (inocular), sea el único presente y tenga un buen crecimiento, asegurando la calidad de nuestros productos y costos de proceso. Al ser necesario medir y controlar el pH durante el proceso, los biorreactores cuentan con un sensor de pH que evalúa en línea el valor del pH y si existe alguna modificación del pH deseado, se tienen bombas peristálticas que se activan para la adición de una solución ácida o alcalina según se requiera y ajustar el pH en los valores deseados. Para el caso del oxígeno, también se tiene un sensor que mide el contenido de oxígeno disuelto en el medio de cultivo. Si baja el contenido de oxígeno disuelto es necesario incrementarlo y se tienen dos opciones, la primera incrementando la velocidad de agitación y la segunda aumentando el volumen de aire adicionado el biorreactor. Sin embargo, es necesario considerar que la agitación puede causar estrés a los microorganismos (estrés de cizalla), lo cual puede provocar inhibición y/o muerte del microorganismo. Así que es necesario conocer la agitación máxima que soporta el microorganismo y evitar estos problemas de proceso. Otro sensor fundamental en los biorreactores es la temperatura. Los biorreactores cuentan con varios sensores de temperatura e incluso con válvulas de seguridad para garantizar las temperaturas adecuadas en los procesos. El principal sensor de temperatura es el que se encuentra directamente en el tanque, ya que señala cual es la temperatura del medio de cultivo. Es importante saber que el sensor sea capaz de medir por lo menos hasta 130oC, debido a que durante la esterilización se llega a temperaturas de 121oC. Ya durante el proceso de crecimiento y producción por parte de los microorganismos, las temperaturas son cercanas a la temperatura ambiente generalmente (entre 10 y 40oC). para controlar la temperatura en este caso hay biorreactores que cuentan con sistemas de enfriamiento y calentamiento incluidos. Algunos otros, requiere de sistemas externos para calentar y/o enfriar el agua para el control de temperatura. De cualquier forma es preferible que el control de la temperatura sea automático y evitar que por variaciones de la temperatura se tengan problemas en el crecimiento de los microorganismos y/o en la producción de metabolitos. La esterilización es otra actividad que se debe hacer en los biorreactores. Los biorreactores a nivel laboratorio normalmente se esterilizan en un autoclave. Es necesario que el biorreactor tenga todas las conexiones necesarias incluyendo si es posible las mangueras y frascos para la adición de soluciones que controlen el pH del proceso y al final ponerlo en el autoclave bajo las condiciones de esterilización que van desde 12oC de temperatura y 1.5 kg/cm2 de presión. En un biorreactor a nivel piloto o industrial, se necesita un sistema de calentamiento que garantice llegar también a la temperatura y presión mencionadas. Biorreactores piloto pueden llevar una resistencia térmica que puede estar en contacto directo con el medio de cultivo o de forma externa situada en la chaqueta y calentar una solución (principalmente aceites) para garantizar que suba a las condiciones deseadas de esterilización. Biorreactores más grandes normalmente requieren de vapor que se hace circular por una chaqueta. El vapor es producido por una caldera externa que garantice el volumen de vapor necesario para lograr la esterilización del biorreactor en el tiempo deseado. Como podemos observar un biorreactor por tanto está diseñado para el crecimiento de microorganismos y producción de metabolitos, garantizando esterilidad y condiciones de operación como agitación, pH, temperatura y oxígeno disuelto deseados. Todas estas variables normalmente son controladas automáticamente por un sistema de control y actuadores que permiten la apertura de válvulas automáticas, bombas alimentadoras, motores de agitación etc. que permitan lograr en tiempo real las condiciones de operación deseadas en cada proceso. Los biorreactores de Inoximexico cuentan con el diseño más moderno e ideal para garantizar que todas y cada una de las variables de control y medición se realicen en tiempo real con un sistema automático que permite la comunicación entre el operador y el equipo garantizando que cada una de las variables será controlada bajo las especificaciones del usuario. La información del proceso podrá ser recuperada de forma sencilla y amigable para el procesamiento de la información que la empresa requiera. Es posible observar en tiempo real las gráficas de temperatura, pH, O2 disuelto y agitación en la pantalla de control y monitoreo.
¿Has escuchado hablar sobre biorreactores? En este artículo vamos a decirte a grandes rasgos que es y para que funciona, pero sobre todo: que puedes generar con este equipo especializado.
¿Qué es un biorreactor? Partimos de esta premisa, sin embargo, nos interesa explicarte: ¿para qué sirve un biorreactor? ¿qué se obtiene de un biorreactor? y sobre todo, ¿como emprender con un biorreactor?
La función del fermentador o biorreactor es proporcionar un entorno adecuado en el que un organismo pueda producir eficientemente un producto objetivo -el producto objetivo puede ser la biomasa celular, el metabolito y el producto de bioconversión. Debe estar diseñado de forma que sea capaz de proporcionar los entornos o condiciones óptimas que permitan apoyar el crecimiento de los microorganismos. Un biorreactor es un sistema en el cual es posible medir y controlar las condiciones tales como: pH, temperatura, presión, oxigenación, entre otras, con el fin de crecer distintos tipos de microorganismos. En este tipo de equipamientos especializados, algunos de los factores principales para tomar en cuenta son: – Facilidad de limpieza y sanitización – Excelente difusión y transferencia de oxígeno – Agitación mecánica para garantizar no generar gradientes de concentración ni temperatura – Control de pH, OD (oxígeno disuelto) y temperatura como mínimo. ¿Qué productos se pueden obtener de un biorreactor? Son utilizados para distintas industrias: – Medicamentos – biofertilizantes – enzimas – levaduras – ácido láctico
¿Dónde se utilizan los biorreactores? – Salud: producción de hormonas y otros medicamentos, antibióticos, vacunas, cultivos de células animales. – Sector Pecuario: nutrición animal, producción de vacunas y antibióticos. – Agricultura: en los cultivos de células vegetales, fertilizante compuesto, biopesticidas, biofertilizantes, inoculantes, entre otros. – Alimentación: Levaduras para la producción de panes, quesos, cerveza, vino, proteína unicelular, pre-bióticos, pro-bióticos – Industria Química: En la industria cosmética en la producción de ácidos orgánicos, enzimas, bio-polímeros que son aditivos para estos productos. – Energía: en la producción de etanol, biogás, biodiesel, biomasa. – Medio Ambiente: recuperación de petróleo, biorremediación y tratamiento de residuos
La promoción de InoxiDays se llevará a cabo del 19 al 26 de agosto. Durante estos días, nuestros clientes tendrán la oportunidad de adquirir nuestros productos a precios reducidos y aprovechar esta oferta única.
¿Qué categorías de equipos entran?
Las categorías participantes son: Tanques, Marmitas, Equipo Cervecero, Destiladores y Equipo de Llenado/Empaque.
¿Cómo aprovechar los InoxiDays?
Para aprovechar los InoxiDays, visita nuestro sitio web durante el periodo promocional y explora las ofertas disponibles. Asegúrate de seguirnos en nuestras redes sociales para no perderte ninguna actualización y contenido exclusivo que estaremos compartiendo.
Los InoxiDays son una serie de días promocionales en los que ofrecemos descuentos significativos en nuestras categorías de productos principales. Durante este periodo, nuestros clientes pueden disfrutar de descuentos desde el 10% hasta el 20% en productos seleccionados. La campaña está diseñada para agradecer la lealtad de nuestros clientes y atraer a nuevos compradores que buscan equipos industriales de alta calidad a precios competitivos.
¿Cuándo se llevarán a cabo los InoxiDays?
La promoción de InoxiDays se llevará a cabo del 19 al 26 de agosto. Durante estos días, nuestros clientes tendrán la oportunidad de adquirir nuestros productos a precios reducidos y aprovechar esta oferta única.
¿Qué categorías de equipos entran?
Las categorías participantes son: Tanques, Marmitas, Equipo Cervecero, Destiladores y Equipo de Llenado/Empaque.
¿Cómo aprovechar los InoxiDays?
Para aprovechar los InoxiDays, visita nuestro sitio web durante el periodo promocional y explora las ofertas disponibles. Asegúrate de seguirnos en nuestras redes sociales para no perderte ninguna actualización y contenido exclusivo que estaremos compartiendo.
Entendemos lo crucial que es la eficiencia en la producción y la calidad de los productos en tu industria además de la competitividad por tiempos de producción
Es por eso que queremos presentarte los rubros en donde, los emulsificadores son una solución versátil y esencial que puede beneficiar a tu naciente o creciente empresa en múltiples aspectos.
El uso de Tanques Emulsificadoras, Bombas Emulsificadoras, Molinos Colidales y Agitadores de Pedestal, pueden diversificar o resolver los procesos que deseas comenzar o que llevas a cabo.
Un emulsificador, también conocido como mezclador de alta velocidad o dispersor, es una herramienta fundamental en diversas industrias debido a su capacidad para mezclar eficazmente líquidos inmiscibles y crear emulsiones estables. A continuación, te presentamos algunas de las aplicaciones de los emulsificadores divididas por industrias:
Industria alimentaria:
Fabricación de salsas y aderezos: Los emulsificadores se utilizan para mezclar ingredientes como aceites y vinagres, creando salsas y aderezos homogéneos como la mayonesa y la vinagreta.
Productos lácteos: En la producción de productos lácteos, los emulsificadores se utilizan para mezclar ingredientes en la fabricación de yogures, quesos y helados.
Industria de confitería: Para la creación de emulsiones en la producción de chocolate, cremas y rellenos de confitería
Industria farmacéutica:
Formulación de medicamentos: Los emulsificadores son esenciales para crear suspensiones, emulsiones y geles farmacéuticos, garantizando una distribución uniforme de los ingredientes activos.
Productos cosméticos: En la fabricación de productos cosméticos como cremas, lociones y maquillaje, los emulsificadores ayudan a lograr la consistencia deseada y una mezcla uniforme.
Industria química:
Pinturas y recubrimientos: Los emulsificadores se utilizan para dispersar pigmentos y aditivos en la fabricación de pinturas, tintas y recubrimientos.
Productos químicos industriales: En la producción de productos químicos, los emulsificadores ayudan a crear emulsiones de aceite en agua o viceversa, facilitando procesos químicos específicos.
Industria petroquímica:
Tratamiento de aguas residuales: Los emulsificadores se utilizan para romper emulsiones de petróleo y agua en aguas residuales industriales, facilitando su tratamiento y eliminación.
Extracción y procesamiento de petróleo: En la industria del petróleo y el gas, los emulsificadores ayudan a separar fases de petróleo y agua para un procesamiento más eficiente.
Industria agrícola:
Formulación de pesticidas y herbicidas: En la fabricación de productos químicos agrícolas, los emulsificadores se utilizan para crear mezclas estables de ingredientes activos en suspensiones líquidas.
Industria de productos de limpieza y detergentes:
Detergentes líquidos y productos de limpieza: Los emulsificadores se utilizan para crear emulsiones estables en productos de limpieza líquidos y detergentes, asegurando una distribución uniforme de los ingredientes.
La cerveza artesanal, con su diversidad de sabores y estilos, ha conquistado paladares en todo el mundo. Detrás de cada sorbo de cerveza excepcional se encuentra un proceso intrincado y apasionante, en el cual el equipo de acero inoxidable juega un papel absolutamente crucial.
Construcción Sólida, Cerveza Confiable El acero inoxidable, con su resistencia a la corrosión y durabilidad, es un material elegido con precisión para la fabricación de equipos cerveceros. Los fermentadores, tanques de almacenamiento, sistemas de transferencia y más, todos construidos en acero inoxidable, aseguran que la cerveza esté en contacto solo con superficies seguras y confiables. Esto garantiza la integridad del sabor y evita cualquier contaminación indeseada, permitiendo que los cerveceros logren la consistencia en cada lote.
Higiene Impecable: Garantía de Calidad La higiene es un pilar fundamental en la producción cervecera. Los equipos de acero inoxidable, con su superficie no porosa y fácil de limpiar, son la elección perfecta para cumplir con los estándares más rigurosos de higiene. La ausencia de fisuras y poros evita la acumulación de bacterias y residuos, asegurando que la cerveza permanezca fresca y libre de alteraciones durante todo el proceso.
Control de Temperatura y Consistencia El control preciso de la temperatura es esencial en la elaboración de cerveza. Los equipos de acero inoxidable permiten un control eficiente de la temperatura en cada etapa del proceso, desde la molienda hasta la fermentación. Esto es vital para activar las enzimas adecuadas y crear un entorno óptimo para las levaduras, lo que se traduce en sabores y aromas excepcionales en la cerveza final.
Adaptabilidad y Futuro de la Innovación La versatilidad del acero inoxidable abre un abanico de oportunidades para la innovación. Desde la adaptación a diferentes estilos de cerveza hasta la incorporación de técnicas y ingredientes nuevos, los equipos de acero inoxidable ofrecen una base sólida para la experimentación. Los cerveceros pueden confiar en que sus equipos estarán a la altura de cualquier desafío creativo.
El equipo de acero inoxidable no es simplemente una parte del proceso de elaboración de cerveza artesanal; es el garante de la calidad, la autenticidad y la seguridad. Desde la confiabilidad en la construcción hasta la impecable higiene y el control preciso, cada función es esencial para llevar la cerveza artesanal desde el mosto hasta el tarro del consumidor. En última instancia, el acero inoxidable se convierte en el aliado silencioso pero vital que impulsa la pasión de los cerveceros hacia la excelencia cervecera.
Todos los equipos fabricados en Inoximexico son de acero inoxidable tipo 304 con certificación de material.
Gracias a los emulsificadores industriales, se ha logrado una solución efectiva y eficiente para homogeneizar y estabilizar emulsiones en una amplia gama de aplicaciones industriales. En este artículo, exploraremos en detalle qué son los emulsificadores industriales, cómo funcionan y cuáles son sus aplicaciones clave en diversos sectores industriales.
¿Qué son los Emulsificadores Industriales? Los emulsificadores industriales son equipos diseñados para dispersar finamente dos o más líquidos inmiscibles, como aceite y agua, mediante la creación de emulsiones. Estas máquinas cuentan con una tecnología especializada que rompe las partículas líquidas y las distribuye homogéneamente, creando una mezcla estable y uniforme. Los emulsificadores pueden variar en tamaño, desde unidades de laboratorio hasta máquinas de producción en escala industrial.
Funcionamiento y Características Clave:
Tecnología de Corte y Cizallamiento: Los emulsificadores industriales emplean cuchillas o rotores de alta velocidad para cortar y desgarrar las partículas líquidas, facilitando su mezcla efectiva.
Control de Velocidad y Tiempo: Estos equipos ofrecen la posibilidad de ajustar la velocidad y el tiempo de mezclado, lo que permite obtener la emulsión deseada según las necesidades específicas de cada proceso.
Estabilidad de la Emulsión: Los emulsificadores industriales generan una mezcla estable que previene la separación de las fases líquidas, lo que garantiza una calidad consistente en el producto final.
Versatilidad de Aplicaciones: Los emulsificadores industriales pueden utilizarse en una amplia variedad de sectores, como la alimentación, farmacéutica, cosmética y química, adaptándose a diferentes viscosidades y características de los líquidos.
Diseño Higiénico y de Fácil Limpieza: Los emulsificadores están diseñados con materiales aptos para la industria y con características de fácil limpieza para garantizar altos estándares de higiene y seguridad.
Aplicaciones Clave en Diversas Industrias:
Industria Alimentaria: Producción de salsas, aderezos, cremas, mayonesas y productos lácteos.
Farmacéutica: Fabricación de medicamentos, cremas y ungüentos.
Cosmética: Producción de productos de cuidado personal como lociones, cremas y geles.
Pinturas y Recubrimientos: Creación de emulsiones para la formulación de pinturas y recubrimientos.
Química: Emulsificación de productos químicos y reacciones en síntesis química.
Las marmitas son equipos esenciales en la industria, utilizadas para una variedad de aplicaciones en la producción de alimentos, farmacéutica y química. Al seleccionar la marmita adecuada, es crucial considerar las necesidades específicas de tu proceso y las características de cada tipo de marmita. En este artículo, exploraremos tres tipos comunes de marmitas: a gas directo, con chaqueta baño maría y chaqueta con resistencias eléctricas, y analizaremos cuál es la opción más apropiada según tu aplicación.
MARMITA A GAS (FUEGO DIRECTO)
Características: Funciona con quemadores a gas directo para calentar el contenido de la marmita.
Aplicaciones: Ideal para procesos que requieren un calentamiento rápido como la cocción de alimentos, preparación de sopas o salsas.
Respuesta rápida al cambio de temperatura y alta potencia de calentamiento.
Consideraciones:
El calentamiento y elevación de temperatura suele ser un tanto más agresivo (a diferencia de calentamiento baño maría) por lo tanto, algunas aplicaciones como: productos con altos contenidos en azúcar NO son las óptimas para su preparación en este tipo de equipos.
Requiere un lugar de trabajo debidamente ventilado por calentamiento por combustión.
MARMITA ELÉCTRICA (BAÑO MARÍA)
Características: Incorpora resistencias eléctricas en la chaqueta de la marmita para calentar el contenido por medio de transferencia de calor.
Aplicaciones: Ideal para procesos que requieren una fuente de calor confiable y constante, como la producción de productos lácteos, mermeladas o alimentos procesados.
Ventajas: Control preciso de la temperatura, fácil de operar, no requiere una fuente de suministro de gas por lo que la vuelve más segura.
Consideraciones: Requiere una fuente de alimentación eléctrica adecuada y puede tener un mayor consumo de energía.
Características: La marmita con chaqueta de vapor está diseñada con una chaqueta externa que permite la circulación de vapor en su interior. Esta chaqueta es un espacio sellado que rodea la cavidad principal de la marmita y se utiliza para transferir calor de manera indirecta al contenido.
Aplicaciones: Es ideal para la producción de productos como salsas, sopas, mermeladas, caramelos y productos lácteos que requieren un calentamiento suave y uniforme.
Ventajas: La marmita con chaqueta de vapor ofrece un control detallado de la temperatura gracias a la capacidad de regular la presión y la cantidad de vapor suministrado. Esto garantiza un calentamiento uniforme.
Consideraciones: Requiere un generador de vapor (caldera) para su funcionamiento.
Con tantas opciones disponibles, es crucial considerar varios factores antes de tomar una decisión. En este artículo, exploraremos los aspectos clave que debes tener en cuenta al seleccionar un tanque de acero inoxidable para tu proceso.
Identifica tus requisitos específicos: El primer paso para elegir el tanque adecuado es comprender tus requisitos y objetivos. Considera el tipo de proceso en el que se utilizará el tanque, el volumen requerido y las características del producto. Determina si necesitas un tanque de almacenamiento estático o uno que incluya sistemas de agitación, calentamiento o enfriamiento.
Material del tanque: El acero inoxidable es conocido por su resistencia a la corrosión, lo que lo hace ideal para numerosos procesos. Sin embargo, existen diferentes grados de acero inoxidable, por lo que debes seleccionar el más adecuado para tu aplicación. Los grados comunes son el 304 y el 316, cada uno con propiedades específicas.
Sistemas de agitación y mezcla: Si tu proceso requiere mezcla o agitación, evalúa los sistemas disponibles para el tanque de acero inoxidable. Considera si requieres control de velocidad, velocidad fija o adicionales.
Requisitos de limpieza: La limpieza adecuada es esencial para mantener la calidad y la higiene en los procesos. Asegúrate de que el tanque de acero inoxidable sea de fácil limpieza. Considera características como conexiones sanitarias, accesibilidad a las superficies internas y posibilidad de utilizar métodos de limpieza in situ, como CIP
Seleccionar el tanque de acero inoxidable adecuado para tu proceso es crucial para garantizar una operación eficiente y segura. Considera tus requisitos específicos y presta atención al diseño. Al hacerlo, estarás en camino de adquirir un tanque de acero inoxidable que cumpla con tus necesidades y contribuya al éxito de tu proceso.
Recuerda que cada proceso es único, por lo que es recomendable consultar a expertos en fabricación de tanques de acero inoxidable para obtener asesoramiento personalizado. Tomarse el tiempo para realizar una evaluación exhaustiva te permitirá tomar una decisión informada y maximizar los beneficios de tu inversión.
Estás decidido a iniciar tu proyecto de destilación y viene la primer interrogante: ¿Qué equipo debo de elegir para llevarlo a cabo? Y es que si ya has iniciado en el mundo de la destilación conoces tus procesos y métodos, sin embargo, si requieres llevar este proyecto aún más alto y escalarlo de manera industrial, es necesario que conozcas estos puntos y su importancia.
Eficiencia en la destilación: Un buen destilador de alcoholes debe ser eficiente en términos de rendimiento y consumo de energía. Al equilibrar esto, tienes la seguridad de escalar valores y materias primas. La empresa en donde adquieras el equipo deberá de proporcionarte rendimientos en sus pruebas.
Calidad de los materiales: El destilador debe estar construido con materiales de alta calidad, como acero inoxidable, cobre u otros materiales resistentes a la corrosión. deberán de expedirte el certificado de los materiales utilizados para su creación. Esto asegura la durabilidad del equipo y evita la contaminación del alcohol destilado.
Fácil mantenimiento y limpieza: Un buen destilador debe ser diseñado de manera que el mantenimiento y la limpieza sean sencillos. Esto incluye accesibilidad a las partes internas, sistemas de conexión adecuados y componentes desmontables para facilitar el proceso de limpieza.
Manual y asesoría en armado: Al implementar un nuevo equipo en tu proyecto, es obligatorio que el creador del mismo, te proporcione características y pasos a seguir en su conexión. La seguridad es primero.
Cumplimiento normativo: Es importante que el destilador cumpla con regulaciones y normativas. Recuerda que es un equipo para elaboración de productos para consumo humano.
En Inoximexico, hemos diseñado, desarrollado y creado equipos de destilación de la mano de expertos en el tema, con el enfoque principal de la eficiencia en cada batch.
Realizamos pruebas en nuestros equipos y hemos producido distintas bebidas alcohólicas que respaldan cada equipo creado y que posteriormente se convierte en el brindis para celebrar nuevos éxitos.
¿Deseas una cotización? Contáctanos vía whatsapp en el botón.
¿Deseas ver nuestros equipos de destilación para alcoholes? Clic en el siguiente botón:




 Un biorreactor lo podemos definir como un recipiente en donde queremos realizar el crecimiento de microorganismos seleccionado, células o enzimas que conocemos y que sabemos generan un producto deseado. De acuerdo con la definición es necesario conocer previamente el microorganismo, célula o enzima, así como, su metabolismo y los compuestos que producen y sus necesidades nutricionales y ambientales para producir lo que deseamos. Entonces observamos que en un biorreactor es necesario agregar todos los nutrientes y las condiciones de temperatura, pH, aireación y agitación que los microorganismos necesitan para crecer y generar los productos deseados. Sin embargo, para garantizar que solo los microorganismos adicionados sean los únicos que crezcan, es necesario esterilizar el biorreactor para que todo microorganismo no deseado sea eliminado del equipo y al momento de agregar nuestro microorganismo (inocular), sea el único presente y tenga un buen crecimiento, asegurando la calidad de nuestros productos y costos de proceso. Al ser necesario medir y controlar el pH durante el proceso, los biorreactores cuentan con un sensor de pH que evalúa en línea el valor del pH y si existe alguna modificación del pH deseado, se tienen bombas peristálticas que se activan para la adición de una solución ácida o alcalina según se requiera y ajustar el pH en los valores deseados. Para el caso del oxígeno, también se tiene un sensor que mide el contenido de oxígeno disuelto en el medio de cultivo. Si baja el contenido de oxígeno disuelto es necesario incrementarlo y se tienen dos opciones, la primera incrementando la velocidad de agitación y la segunda aumentando el volumen de aire adicionado el biorreactor. Sin embargo, es necesario considerar que la agitación puede causar estrés a los microorganismos (estrés de cizalla), lo cual puede provocar inhibición y/o muerte del microorganismo. Así que es necesario conocer la agitación máxima que soporta el microorganismo y evitar estos problemas de proceso.
Un biorreactor lo podemos definir como un recipiente en donde queremos realizar el crecimiento de microorganismos seleccionado, células o enzimas que conocemos y que sabemos generan un producto deseado. De acuerdo con la definición es necesario conocer previamente el microorganismo, célula o enzima, así como, su metabolismo y los compuestos que producen y sus necesidades nutricionales y ambientales para producir lo que deseamos. Entonces observamos que en un biorreactor es necesario agregar todos los nutrientes y las condiciones de temperatura, pH, aireación y agitación que los microorganismos necesitan para crecer y generar los productos deseados. Sin embargo, para garantizar que solo los microorganismos adicionados sean los únicos que crezcan, es necesario esterilizar el biorreactor para que todo microorganismo no deseado sea eliminado del equipo y al momento de agregar nuestro microorganismo (inocular), sea el único presente y tenga un buen crecimiento, asegurando la calidad de nuestros productos y costos de proceso. Al ser necesario medir y controlar el pH durante el proceso, los biorreactores cuentan con un sensor de pH que evalúa en línea el valor del pH y si existe alguna modificación del pH deseado, se tienen bombas peristálticas que se activan para la adición de una solución ácida o alcalina según se requiera y ajustar el pH en los valores deseados. Para el caso del oxígeno, también se tiene un sensor que mide el contenido de oxígeno disuelto en el medio de cultivo. Si baja el contenido de oxígeno disuelto es necesario incrementarlo y se tienen dos opciones, la primera incrementando la velocidad de agitación y la segunda aumentando el volumen de aire adicionado el biorreactor. Sin embargo, es necesario considerar que la agitación puede causar estrés a los microorganismos (estrés de cizalla), lo cual puede provocar inhibición y/o muerte del microorganismo. Así que es necesario conocer la agitación máxima que soporta el microorganismo y evitar estos problemas de proceso.  Otro sensor fundamental en los biorreactores es la temperatura. Los biorreactores cuentan con varios sensores de temperatura e incluso con válvulas de seguridad para garantizar las temperaturas adecuadas en los procesos. El principal sensor de temperatura es el que se encuentra directamente en el tanque, ya que señala cual es la temperatura del medio de cultivo. Es importante saber que el sensor sea capaz de medir por lo menos hasta 130oC, debido a que durante la esterilización se llega a temperaturas de 121oC. Ya durante el proceso de crecimiento y producción por parte de los microorganismos, las temperaturas son cercanas a la temperatura ambiente generalmente (entre 10 y 40oC). para controlar la temperatura en este caso hay biorreactores que cuentan con sistemas de enfriamiento y calentamiento incluidos. Algunos otros, requiere de sistemas externos para calentar y/o enfriar el agua para el control de temperatura. De cualquier forma es preferible que el control de la temperatura sea automático y evitar que por variaciones de la temperatura se tengan problemas en el crecimiento de los microorganismos y/o en la producción de metabolitos. La esterilización es otra actividad que se debe hacer en los biorreactores. Los biorreactores a nivel laboratorio normalmente se esterilizan en un autoclave. Es necesario que el biorreactor tenga todas las conexiones necesarias incluyendo si es posible las mangueras y frascos para la adición de soluciones que controlen el pH del proceso y al final ponerlo en el autoclave bajo las condiciones de esterilización que van desde 12oC de temperatura y 1.5 kg/cm2 de presión. En un biorreactor a nivel piloto o industrial, se necesita un sistema de calentamiento que garantice llegar también a la temperatura y presión mencionadas. Biorreactores piloto pueden llevar una resistencia térmica que puede estar en contacto directo con el medio de cultivo o de forma externa situada en la chaqueta y calentar una solución (principalmente aceites) para garantizar que suba a las condiciones deseadas de esterilización. Biorreactores más grandes normalmente requieren de vapor que se hace circular por una chaqueta. El vapor es producido por una caldera externa que garantice el volumen de vapor necesario para lograr la esterilización del biorreactor en el tiempo deseado.
Otro sensor fundamental en los biorreactores es la temperatura. Los biorreactores cuentan con varios sensores de temperatura e incluso con válvulas de seguridad para garantizar las temperaturas adecuadas en los procesos. El principal sensor de temperatura es el que se encuentra directamente en el tanque, ya que señala cual es la temperatura del medio de cultivo. Es importante saber que el sensor sea capaz de medir por lo menos hasta 130oC, debido a que durante la esterilización se llega a temperaturas de 121oC. Ya durante el proceso de crecimiento y producción por parte de los microorganismos, las temperaturas son cercanas a la temperatura ambiente generalmente (entre 10 y 40oC). para controlar la temperatura en este caso hay biorreactores que cuentan con sistemas de enfriamiento y calentamiento incluidos. Algunos otros, requiere de sistemas externos para calentar y/o enfriar el agua para el control de temperatura. De cualquier forma es preferible que el control de la temperatura sea automático y evitar que por variaciones de la temperatura se tengan problemas en el crecimiento de los microorganismos y/o en la producción de metabolitos. La esterilización es otra actividad que se debe hacer en los biorreactores. Los biorreactores a nivel laboratorio normalmente se esterilizan en un autoclave. Es necesario que el biorreactor tenga todas las conexiones necesarias incluyendo si es posible las mangueras y frascos para la adición de soluciones que controlen el pH del proceso y al final ponerlo en el autoclave bajo las condiciones de esterilización que van desde 12oC de temperatura y 1.5 kg/cm2 de presión. En un biorreactor a nivel piloto o industrial, se necesita un sistema de calentamiento que garantice llegar también a la temperatura y presión mencionadas. Biorreactores piloto pueden llevar una resistencia térmica que puede estar en contacto directo con el medio de cultivo o de forma externa situada en la chaqueta y calentar una solución (principalmente aceites) para garantizar que suba a las condiciones deseadas de esterilización. Biorreactores más grandes normalmente requieren de vapor que se hace circular por una chaqueta. El vapor es producido por una caldera externa que garantice el volumen de vapor necesario para lograr la esterilización del biorreactor en el tiempo deseado.  Como podemos observar un biorreactor por tanto está diseñado para el crecimiento de microorganismos y producción de metabolitos, garantizando esterilidad y condiciones de operación como agitación, pH, temperatura y oxígeno disuelto deseados. Todas estas variables normalmente son controladas automáticamente por un sistema de control y actuadores que permiten la apertura de válvulas automáticas, bombas alimentadoras, motores de agitación etc. que permitan lograr en tiempo real las condiciones de operación deseadas en cada proceso. Los biorreactores de Inoximexico cuentan con el diseño más moderno e ideal para garantizar que todas y cada una de las variables de control y medición se realicen en tiempo real con un sistema automático que permite la comunicación entre el operador y el equipo garantizando que cada una de las variables será controlada bajo las especificaciones del usuario. La información del proceso podrá ser recuperada de forma sencilla y amigable para el procesamiento de la información que la empresa requiera. Es posible observar en tiempo real las gráficas de temperatura, pH, O2 disuelto y agitación en la pantalla de control y monitoreo.
Como podemos observar un biorreactor por tanto está diseñado para el crecimiento de microorganismos y producción de metabolitos, garantizando esterilidad y condiciones de operación como agitación, pH, temperatura y oxígeno disuelto deseados. Todas estas variables normalmente son controladas automáticamente por un sistema de control y actuadores que permiten la apertura de válvulas automáticas, bombas alimentadoras, motores de agitación etc. que permitan lograr en tiempo real las condiciones de operación deseadas en cada proceso. Los biorreactores de Inoximexico cuentan con el diseño más moderno e ideal para garantizar que todas y cada una de las variables de control y medición se realicen en tiempo real con un sistema automático que permite la comunicación entre el operador y el equipo garantizando que cada una de las variables será controlada bajo las especificaciones del usuario. La información del proceso podrá ser recuperada de forma sencilla y amigable para el procesamiento de la información que la empresa requiera. Es posible observar en tiempo real las gráficas de temperatura, pH, O2 disuelto y agitación en la pantalla de control y monitoreo.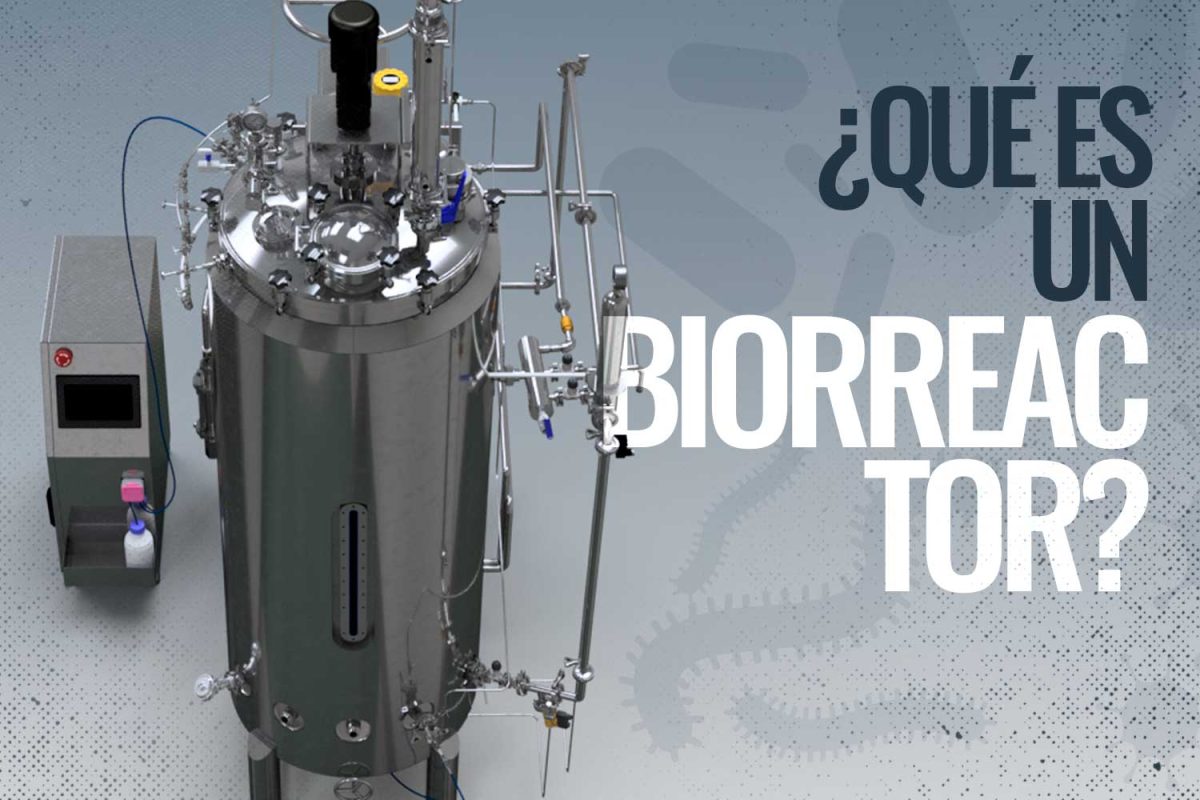
 La función del fermentador o biorreactor es proporcionar un entorno adecuado en el que un organismo pueda producir eficientemente un producto objetivo -el producto objetivo puede ser la biomasa celular, el metabolito y el producto de bioconversión. Debe estar diseñado de forma que sea capaz de proporcionar los entornos o condiciones óptimas que permitan apoyar el crecimiento de los microorganismos. Un biorreactor es un sistema en el cual es posible medir y controlar las condiciones tales como: pH, temperatura, presión, oxigenación, entre otras, con el fin de crecer distintos tipos de microorganismos. En este tipo de equipamientos especializados, algunos de los factores principales para tomar en cuenta son: – Facilidad de limpieza y sanitización – Excelente difusión y transferencia de oxígeno – Agitación mecánica para garantizar no generar gradientes de concentración ni temperatura – Control de pH, OD (oxígeno disuelto) y temperatura como mínimo.
La función del fermentador o biorreactor es proporcionar un entorno adecuado en el que un organismo pueda producir eficientemente un producto objetivo -el producto objetivo puede ser la biomasa celular, el metabolito y el producto de bioconversión. Debe estar diseñado de forma que sea capaz de proporcionar los entornos o condiciones óptimas que permitan apoyar el crecimiento de los microorganismos. Un biorreactor es un sistema en el cual es posible medir y controlar las condiciones tales como: pH, temperatura, presión, oxigenación, entre otras, con el fin de crecer distintos tipos de microorganismos. En este tipo de equipamientos especializados, algunos de los factores principales para tomar en cuenta son: – Facilidad de limpieza y sanitización – Excelente difusión y transferencia de oxígeno – Agitación mecánica para garantizar no generar gradientes de concentración ni temperatura – Control de pH, OD (oxígeno disuelto) y temperatura como mínimo.